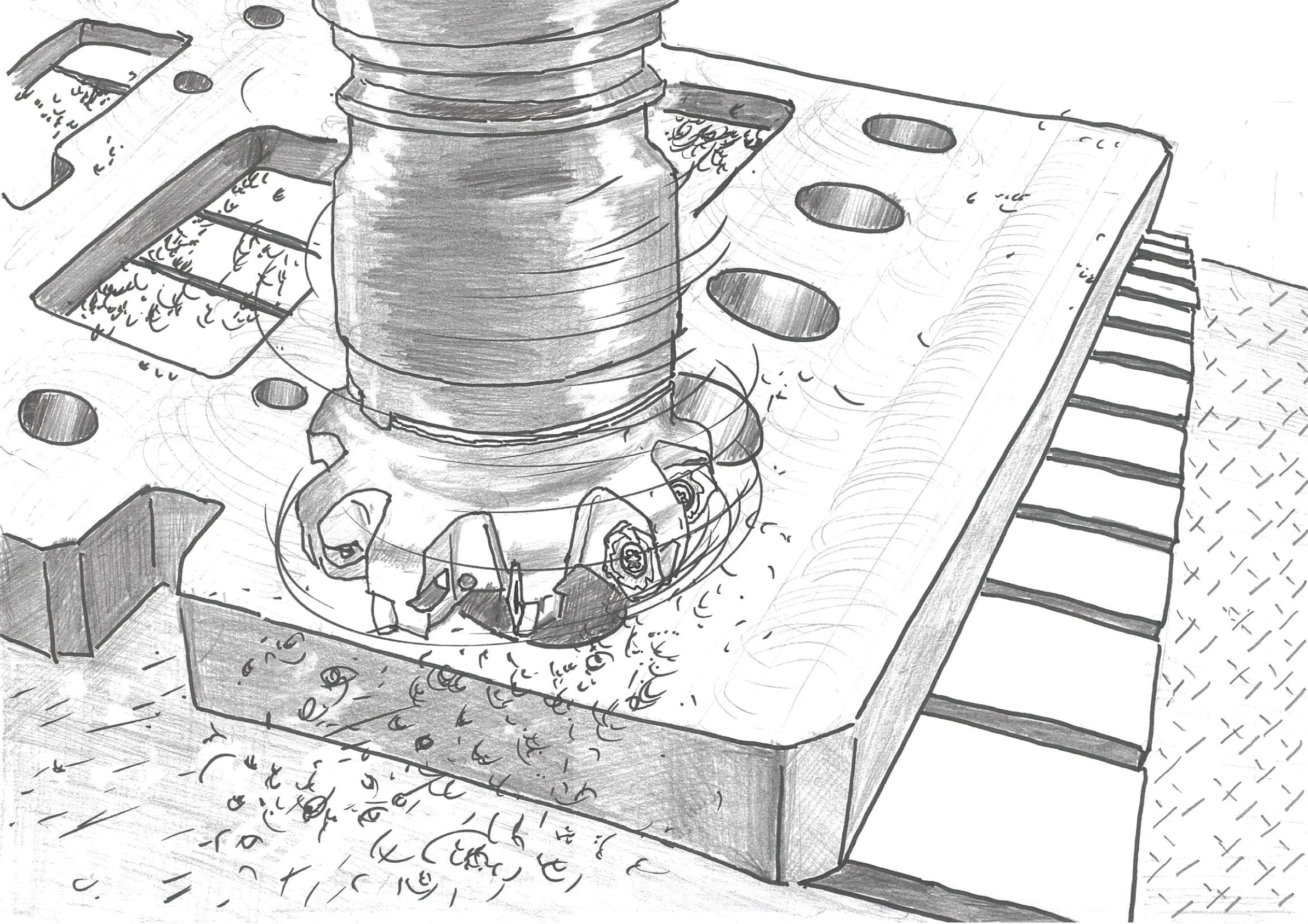
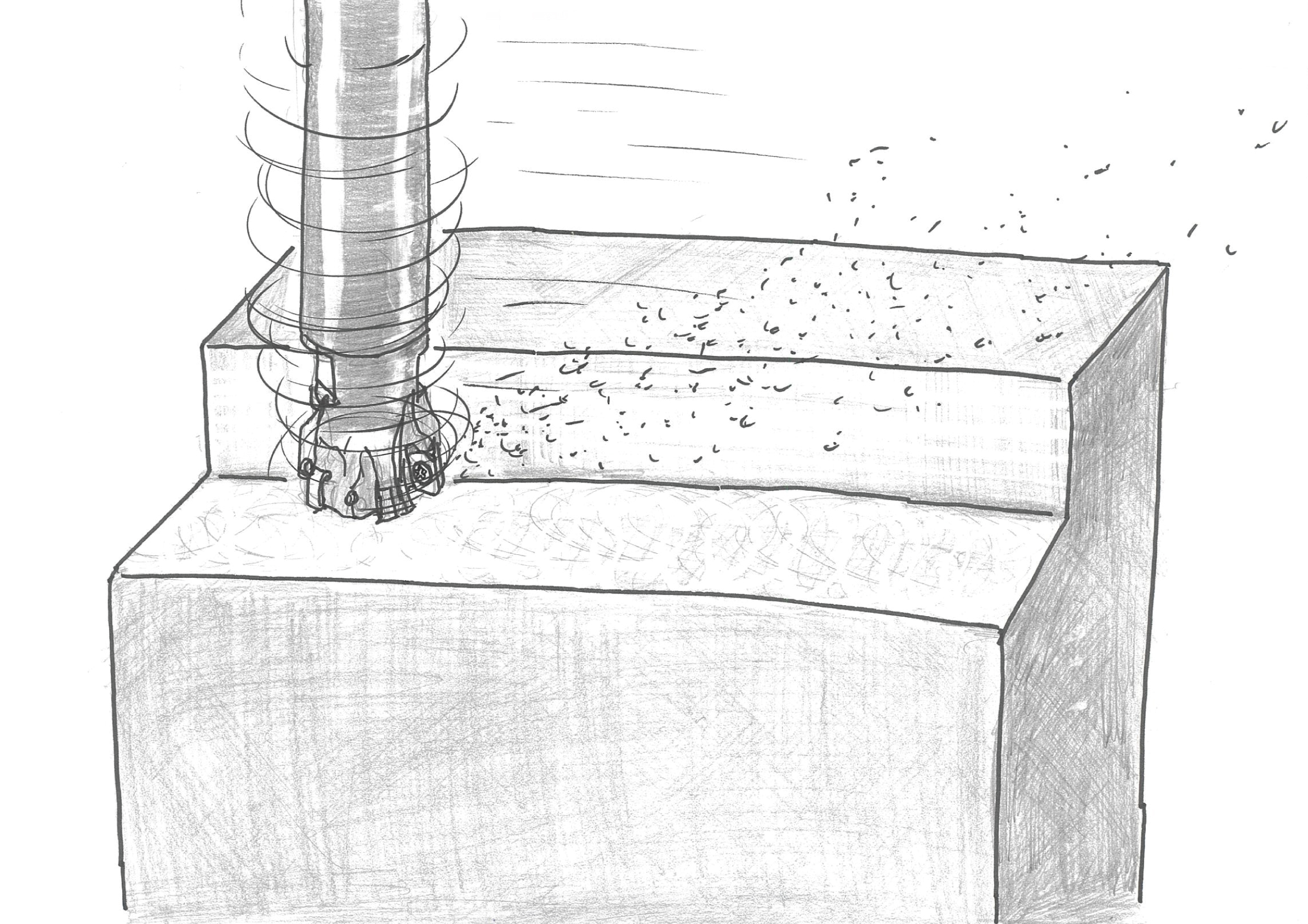
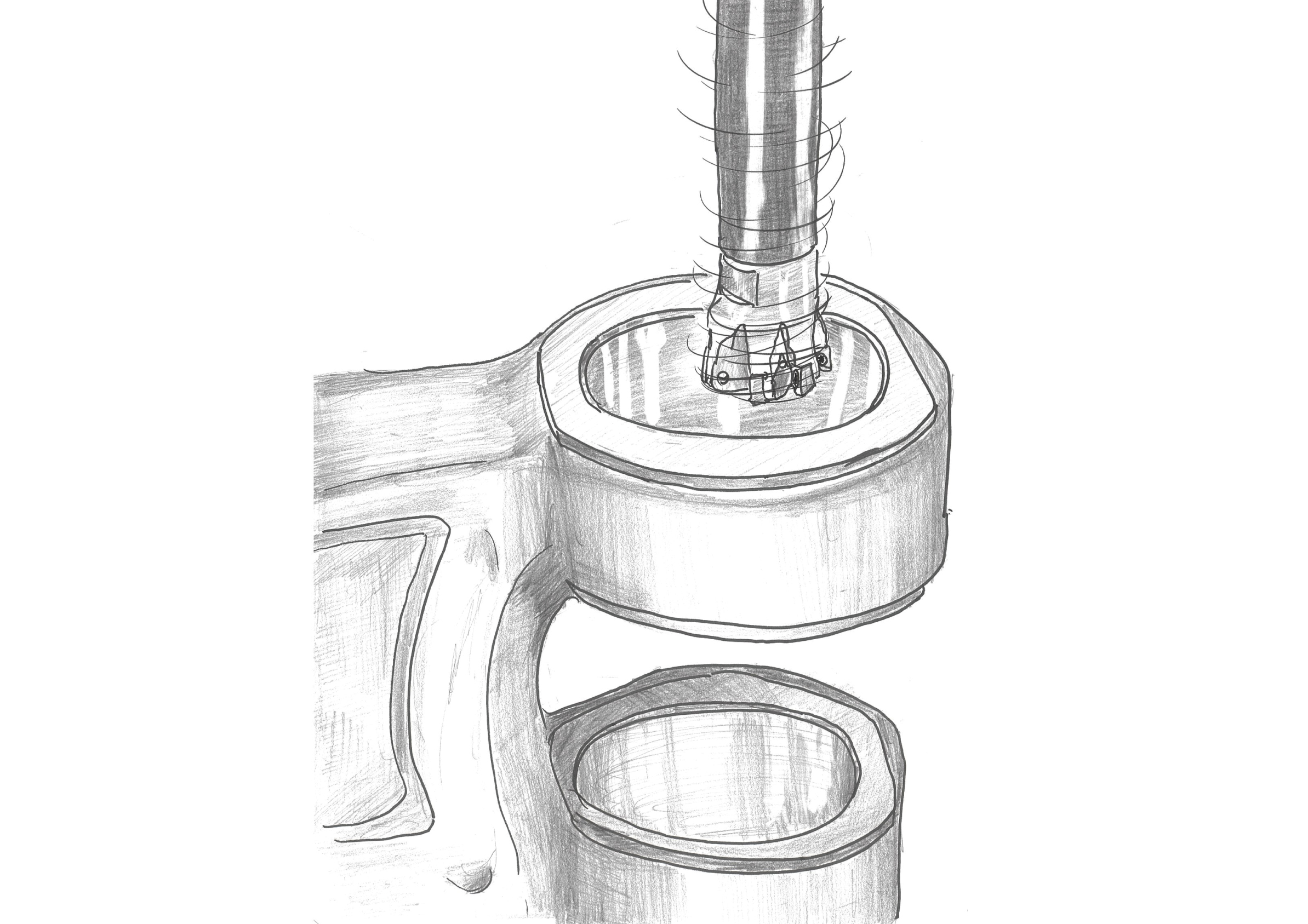
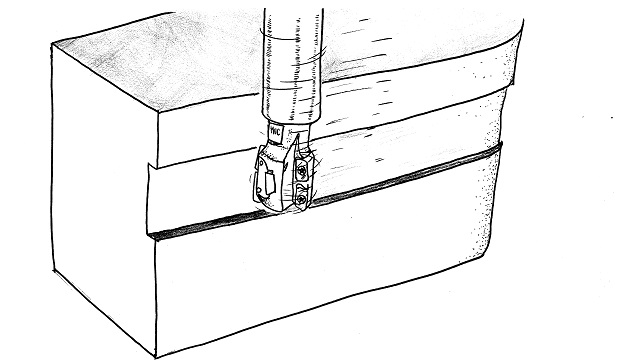
プレス金型の2番逃がし加工で加工能率2倍以上
課題
現行他社品は、びびりやすく、加工能率が悪い。
金型加工ユーザ
| ワーク | プレス型ブロック |
| 被削材 | SKD11(生材) |
| 工具 | MUC-3235-M12(Φ32) |
| インサート | ZPMT160430R/ZDMT13T320L(JC5040) |
| アーバ | MSN-M12-215S-S25C |
| 切削条件 | n=1,000 (min⁻¹) Vc=100 (m/min) f=0.2~0.3 (mm/rev) Vf=200~300 (mm/min) ap=15 (mm) ae=2 (mm) Q= 6~9 (cm³/min) |
改善結果
| ・加工能率向上 送り速度 Vf が、 100→200~300 (cm³/min)と2倍以上になり、加工能率大幅UP! 金型の2番逃がし加工において、びびりのない加工を実現! |
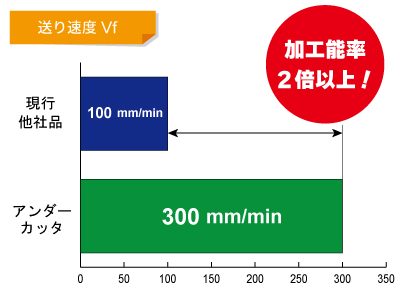 |
アンダーカッタ MUC形